
Chế tạo cán màng động cơ: Quy trình, vật liệu và ứng dụng
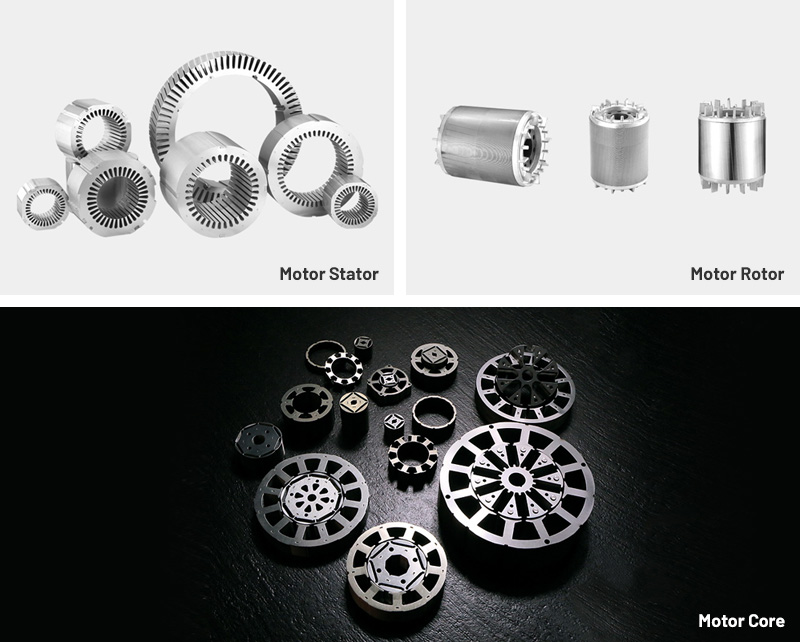
Chế tạo cán động cơ là một quá trình quan trọng trong sản xuất động cơ điện và máy phát điện. Các lớp mỏng, còn được gọi là lõi stato hoặc lõi rôto, là các lớp thép điện mỏng xếp chồng lên nhau để tạo thành lõi của động cơ. Những tấm cán này đóng một vai trò quan trọng trong việc giảm tổn thất năng lượng, nâng cao hiệu suất và đảm bảo hiệu suất tối ưu của máy điện. Bài viết này tìm hiểu các khía cạnh chính của chế tạo cán màng động cơ, bao gồm vật liệu, quy trình sản xuất và ứng dụng.
1. Giới thiệu về cán màng động cơ
Động cơ điện và máy phát điện dựa vào nguyên lý điện từ để chuyển đổi năng lượng điện thành năng lượng cơ học (hoặc ngược lại). Lõi của những máy này thường được làm từ các lớp kim loại xếp chồng lên nhau thay vì một khối kim loại rắn để giảm thiểu tổn thất do dòng điện xoáy. Dòng điện xoáy là dòng điện tuần hoàn cảm ứng tạo ra nhiệt và làm giảm hiệu suất. Bằng cách sử dụng các lớp thép cách điện mỏng, cách điện, các tấm ghép động cơ giảm đáng kể những tổn thất này, nâng cao hiệu suất tổng thể của động cơ.
2. Vật liệu được sử dụng trong chế tạo cán màng động cơ
Việc lựa chọn vật liệu cho các tấm ghép động cơ là rất quan trọng để đạt được hiệu quả và độ bền cao. Các vật liệu được sử dụng phổ biến nhất bao gồm:
2.1 Thép Điện (Thép Silicon)
Thép điện, còn được gọi là thép silicon, là vật liệu được sử dụng rộng rãi nhất để chế tạo động cơ. Nó chứa silicon (thường là 1-3,5%), làm tăng điện trở suất và giảm tổn thất trễ. Thép điện có hai loại chính:
- Thép điện không định hướng (NOES): Được sử dụng trong các ứng dụng đòi hỏi tính chất từ tính theo mọi hướng, chẳng hạn như rôto và stato.
- Thép điện định hướng dạng hạt (GOES): Được sử dụng trong máy biến áp và động cơ chuyên dụng trong đó từ thông chủ yếu chảy theo một hướng.
2.2 Hợp kim kim loại vô định hình
Kim loại vô định hình, còn được gọi là thủy tinh kim loại, đang trở nên phổ biến do tổn hao lõi cực thấp. Những vật liệu này thiếu cấu trúc tinh thể, giúp giảm đáng kể tổn thất dòng điện xoáy. Tuy nhiên, chúng đắt hơn và khó chế tạo hơn so với thép điện truyền thống.
2.3 Vật liệu tổng hợp từ mềm (SMC)
SMC là vật liệu kim loại dạng bột mang lại sự linh hoạt trong thiết kế và giảm tổn thất do dòng điện xoáy. Chúng thường được sử dụng trong các ứng dụng tần số cao, nơi các lớp màng truyền thống có thể không phù hợp.
3. Quy trình chế tạo cán màng động cơ
Việc chế tạo các lớp màng động cơ bao gồm một số bước chính, bao gồm lựa chọn vật liệu, cắt, cách nhiệt và xếp chồng. Dưới đây là các quy trình sản xuất chính:
3.1 Đột và đột
Bước đầu tiên trong quá trình chế tạo cán màng động cơ là cắt thép điện thành hình dạng mong muốn. Điều này thường được thực hiện bằng cách sử dụng:
- Đột cơ học: Máy ép đột tốc độ cao cắt các lớp mỏng từ cuộn hoặc tấm thép điện.
- Cắt Laser: Cung cấp độ chính xác cao hơn và được sử dụng cho các hình dạng hoặc nguyên mẫu phức tạp.
- Wire EDM (Gia công phóng điện): Dùng cho các thiết kế rất tinh xảo hoặc phức tạp.
3.2 Lớp phủ cách nhiệt
Để tránh chập điện giữa các lớp, một lớp phủ cách điện được áp dụng. Các phương pháp cách nhiệt phổ biến bao gồm:
- Lớp phủ sơn bóng: Một lớp sơn bóng mỏng cách nhiệt được phủ lên các tấm cán mỏng.
- Cách nhiệt bằng oxit: Một lớp oxit tự nhiên hình thành trong quá trình ủ, mang lại khả năng cách nhiệt.
- Lớp phủ phốt phát hoặc hữu cơ: Được sử dụng để tăng cường cách nhiệt và chống ăn mòn.
3.3 Ủ
Sau khi đục lỗ, các lớp mỏng có thể trải qua quá trình ủ—một quá trình xử lý nhiệt giúp giảm bớt ứng suất bên trong và cải thiện tính chất từ tính.
3.4 Xếp chồng và liên kết
Sau khi các lớp mỏng được cắt và cách nhiệt, chúng sẽ được xếp chồng lên nhau để tạo thành lõi động cơ. Các phương pháp xếp chồng bao gồm:
- Liên khóa: Các tab hoặc rãnh nhỏ giữ các lớp mỏng lại với nhau.
- Hàn hoặc tán đinh: Dùng cho các ứng dụng có độ bền cao nhưng có thể làm tăng dòng điện xoáy.
- Liên kết dính: Một vật liệu giống như keo liên kết các lớp mỏng mà không ảnh hưởng đến tính chất từ tính.
4. Những cân nhắc chính trong chế tạo cán màng động cơ
Một số yếu tố ảnh hưởng đến chất lượng và hiệu suất của động cơ cán màng:
4.1 Độ dày của lớp phủ
Các lớp mỏng hơn làm giảm tổn thất dòng điện xoáy nhưng lại tăng độ phức tạp trong sản xuất. Độ dày phổ biến dao động từ 0,1mm đến 0,65mm.
4.2 Tổn thất cốt lõi
Tổn hao lõi bao gồm tổn thất trễ và tổn thất dòng điện xoáy. Lựa chọn vật liệu và cách nhiệt thích hợp giúp giảm thiểu những tổn thất này.
4.3 Dung sai sản xuất
Độ chính xác trong việc cắt và xếp chồng đảm bảo tính chất từ tính đồng nhất và giảm độ rung trong động cơ.
5. Ứng dụng của tấm ghép động cơ
Cán màng động cơ được sử dụng trong một loạt các ngành công nghiệp, bao gồm:
- Ô tô (EV Motors)
- Động cơ công nghiệp
- Thiết bị gia dụng
- Năng lượng tái tạo (Máy phát điện tua-bin gió)
- Hàng không vũ trụ và quốc phòng
6. Xu hướng tương lai trong chế tạo cán màng động cơ
Những tiến bộ về vật liệu và kỹ thuật sản xuất đang định hình tương lai của ngành ghép màng động cơ:
- Sản xuất bồi đắp (In 3D): Cho phép tạo ra các hình học phức tạp và thiết kế nhẹ.
- Lớp phủ hiệu suất cao: Cải thiện khả năng cách nhiệt và chịu nhiệt.
- AI và Tự động hóa: Nâng cao độ chính xác và giảm chi phí sản xuất.
7. Kết luận
Chế tạo cán động cơ là một quá trình phức tạp ảnh hưởng trực tiếp đến hiệu quả và hiệu suất của động cơ điện. Bằng cách lựa chọn cẩn thận vật liệu, tối ưu hóa kỹ thuật sản xuất và áp dụng công nghệ mới, nhà sản xuất có thể tạo ra các tấm cán mỏng chất lượng cao, đáp ứng nhu cầu ngày càng tăng của máy điện hiện đại.
Bài viết này cung cấp một cái nhìn tổng quan toàn diện về chế tạo cán màng động cơ, vật liệu bao phủ, quy trình và ứng dụng. Khi nhu cầu về động cơ tiết kiệm năng lượng tiếp tục tăng, những đổi mới trong công nghệ cán màng sẽ đóng vai trò then chốt trong việc định hình tương lai của phương tiện di chuyển bằng điện và tự động hóa công nghiệp.
Danh mục sản phẩm
cường độ nén

Quá trình tùy chỉnh
1. Giao tiếp với khách hàng: Để giao tiếp và ghi lại các yêu cầu của khách hàng một cách chi tiết.
2. Thiết kế sơ đồ: Thiết kế theo yêu cầu của khách hàng và duy trì liên lạc với khách hàng.
3. Xác nhận thiết kế: Gửi đề xuất thiết kế và dựa trên phản hồi của khách hàng, Sửa đổi thêm cho đến phiên bản cuối cùng.
4. Sản xuất: Chọn đúng mẫu mã, Và theo thiết kế sản xuất.
5. Kiểm tra & Kiểm tra Chất lượng: Kiểm tra nghiêm ngặt xem sản phẩm có đạt tiêu chuẩn hay không, Loại bỏ mọi vấn đề về chất lượng.
6. Vận chuyển: Đóng gói các sản phẩm đã qua kiểm tra và giao hàng đến địa chỉ của khách hàng.
7. Customer Return Visit: Thường xuyên quay lại thăm khách hàng, Lắng nghe phản hồi của khách hàng.

 Di động: +86 13738592999
Di động: +86 13738592999
 Điện thoại: +86(576) 89307999
Điện thoại: +86(576) 89307999
 Email: sales@zjxinzheng.com
Email: sales@zjxinzheng.com
 Địa chỉ: Thành phố công nghiệp ven biển, Sanmen
Địa chỉ: Thành phố công nghiệp ven biển, Sanmen
Huyện, thành phố Thái Châu, tỉnh Chiết Giang, Trung Quốc
Bản quyền © Công ty TNHH Công nghệ Cơ điện Chiết Giang Xinzheng Mọi quyền được bảo lưu.
Trang web này sử dụng cookie để đảm bảo bạn có được trải nghiệm tốt nhất trên trang web của chúng tôi.






 Whatsapp
Whatsapp Điện thoại
Điện thoại